
Introduction
In the United States, the vast majority of meat birds (for example, chickens, and turkeys) and their breeding stock, as well as some egg-layers, are raised on bedding like wood shavings and sawdust. The bedding collects manure, spilled feed, water, and feathers — and the resulting waste is known as poultry litter. The same litter is generally used to grow several flocks of birds, though after each flock, a portion of the wet, feces-rich material beneath the feeders and drinkers, known as cake, may be removed. Periodically, the litter in a house is replaced with fresh bedding; duration between complete litter cleanout will depend on the type of bird and management protocol. By contrast, most egg-layer facilities in the United States do not use bedding; therefore, their waste is a combination of manure with some spilled feed, water, and feathers. In high-rise layer houses, the waste may collect beneath the cages where the birds are housed for up to one year before cleanout. In caged-layer houses with manure-belt or scrapers, the waste may be removed twice weekly or even more frequently.
Poultry waste is high in nutrients. Crouse et al. (2019) reported that 1 ton of broiler litter contains, on average, 57.8 lb of nitrogen (N), 40 lb of phosphate (P2O5), and 48.6 lb of potash (K2O). Hence, the vast majority of poultry waste produced in the United States is used as fertilizer (directly or as compost) on cropland, hayfields, and pastures, with a small proportion burned or digested to produce energy. Solid poultry waste is commonly land-applied using twin-disc spinner spreaders that may be truck-mounted or pulled by a tractor. In twin-disc spinner spreaders, a moving bed chain (conveyor) moves litter to the rear of the machine and drops it on a pair of spinner discs rotating in opposite directions. Due to the resulting centrifugal force, poultry waste is distributed in a wide swath behind the machine. Because of its higher field capacity (acres/hour), the twin-disc spinner spreader has largely replaced the rear-discharge spreader for poultry litter application. Hence, this fact sheet is solely focused on calibration of spreaders with two spinners for application of solid poultry waste, including litter and manure. The terms litter and waste are used interchangeably in this document.
It is important to land-apply the poultry litter (or any nutrient source) at the desired application rate (tons/acre) and acceptable application uniformity. Acceptable litter distribution is obtained by providing proper overlap between adjacent passes. Manufacturers provide broad application rate guidelines for new spreaders, but wear or maintenance and changes in litter properties can change spread pattern and application rate. Figure 1 shows a field in which poor spread pattern resulted in some areas (green) receiving adequate or higher-than-desired nitrogen application rate, with other areas (yellow) receiving lower-than-desired application rate. Such uneven application could reduce crop yield (Stewart and Bandel 2002). While it is unknown if the whole field in Figure 1 received the desired application rate, overapplication increases the risk of harmful nutrient losses to the environment, while underapplication can lead to yield reduction. Further, nonuniform application can contribute to soil fertility variations across fields.
Since spreader calibration requires time and effort, a producer might be inclined to “guess” its application rate while in operation. However, Mancl and Slates (2005) reported that only 13% of producers correctly estimated manure application rate within 1 ton/acre; 65% of producers underestimated manure application rates, with more than 50% underestimating application rates by half. The cost of regular spreader calibration is worth the investment because it ensures that the desired application rate and uniformity are achieved. In addition, a producer can also identify mechanical issues during calibration, avoiding potential setbacks or misapplication in the field.

Figure 1. Cropland that received uneven nutrient application.
Photo courtesy of Dr. Peter Scharf, University of Missouri
Swath and Spread Patterns
To apply litter at the correct application rate, it is important to obtain the correct swath spacing. Swath spacing is the distance between spreader centerlines for adjacent swaths (Figure 2). Effective swath width is the swath spacing that will generate acceptable application uniformity through proper overlap between passes. Effective swath width will depend on the spreader, litter properties (mainly moisture content), and wind. Effective swath width will be greater with heavier material (for example, broiler cake has higher moisture content than whole-house litter) and with inclined spinners, as opposed to flat spinners. Total swath width is the total width covered by the spreader.
Figure 3 shows three spread patterns that range in quality from best (flat-top) to acceptable (pyramid) (Stewart and Bandel 2002). The effective swath width is the portion of the total swath width that receives at least 50% of the application rate (Figure 3). The flat-top pattern provides uniform application while maximizing swath spacing, which minimizes application time. The oval pattern provides uniform distribution in the middle, but application drops off sharply on the sides, unlike the flat-top or pyramid patterns (Figure 3). Therefore, it is more difficult to accurately determine the effective swath width of a spreader with an oval spread pattern. The pyramid pattern (Figure 3) is also acceptable and, unlike the oval pattern, more forgiving, since the effective swath can be identified more accurately than in an oval pattern.
However, because the pyramid pattern has a smaller effective swath width as compared to a flat-top spread pattern, the number of passes needed to cover the same area is greater, increasing the time needed for application. For example, as shown in Figure 4, with the same total swath width of 50 feet, the pyramid and flat-top patterns have effective swath widths of 25 feet and 38 feet, respectively. Therefore, the spreader with a pyramid pattern will spend 50% more time covering the same acreage as the flat-top spreader to achieve the same uniformity of application.
In addition, there are two poor spread patterns, the “M” and “W” patterns (Figure 5). While machine adjustments (see Troubleshooting and General Comments) can improve these spread patterns, simply changing the swath spacing will not improve uniformity of litter application. Applying half of the litter using a north-south transverse and the other half using an east-west transverse can improve uniformity, but this will increase application time.
Unlike dry synthetic fertilizer or even properly composted material, poultry litter is not consistent in size—it is lumpy. Consequently, obtaining symmetrical distribution on both sides of the swath is rare. Therefore, the producers will need to use their own judgment to identify the type of spread pattern and the effective swath width.
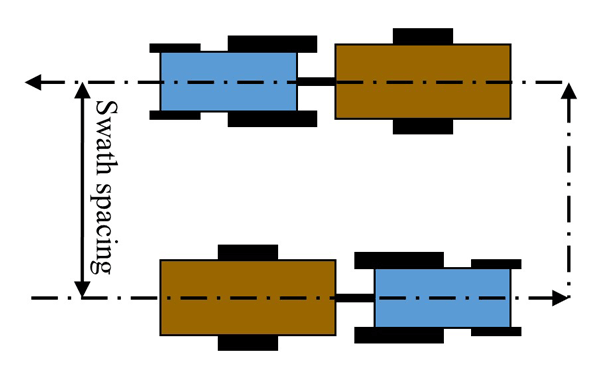
Figure 2. Illustration of swath spacing. The spreader is pulled by a tractor.
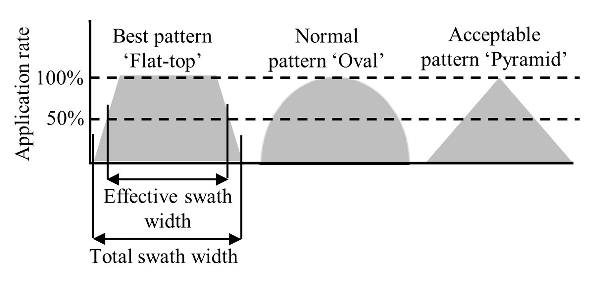
Figure 3. Three different types of acceptable or better spread patterns with litter spreaders (modified from Stewart and Bandel 2002). Not to scale.
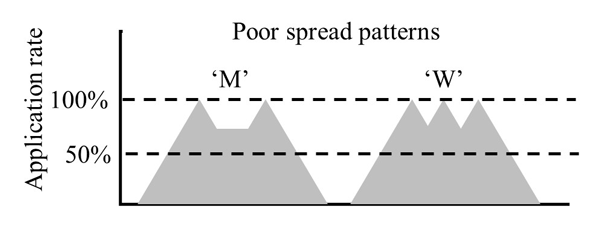
Figure 4. Comparison of swath spacing of two hypothetical spreaders, one with a pyramid spread pattern and the other with flat-top spread pattern. Not to scale.
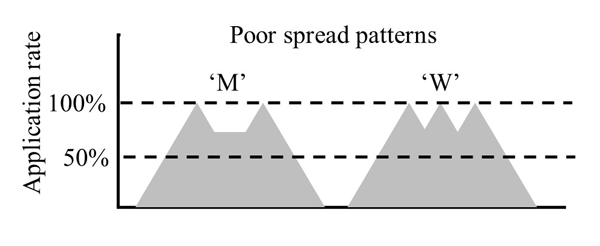
Figure 5. Two poor spread patterns observed in litter spinner spreaders.
General Guidelines for Spreader Calibration
- Calibrate at least once per year. Calibrate at the start of each application season and every time management practices or litter properties change.
- Calibrate under low-wind conditions. Check the National Weather Service forecast in advance to determine the forecast average hourly surface wind speed. Calibrate if the average hourly surface wind speed during the expected time of calibration is 7 mph or lower.
- If there is wind, calibrate with the spreader traveling parallel to the wind.
- Calibrate on flat ground. If applying on sloping ground, calibrate on ground with similar slope.
- Calibrate with the hopper half-full.
Procedure
The American Society of Agricultural and Biological Engineers (ASABE) has no standard for calibrating litter (or manure) spreaders, though it has a standard for fertilizer spreaders, “Procedure for Measuring Distribution Uniformity and Calibrating Granular Broadcast Spreaders” (ASAE 341.5 May 2018). While such a standard could be used by a spreader manufacturer to test its product or by an unbiased organization to compare different makes and types of spreaders, producers or Extension personnel would find it difficult to follow the strict criteria outlined in the ASABE Standard to calibrate spreaders. For example, the pans required in the ASABE Standard to determine application uniformity would have to be custom-made. While we consulted the ASABE Standard in developing the procedure described here, we propose simplifications to facilitate spreader calibration.
The following supplies are needed for calibration.
- 21 pans (rectangular or square pans)
- Two flags
- Kitchen scale (400-gm capacity in 1-gm increments)
- Large weighing scale (at least 50-lb capacity)
- Plastic bowl (8 oz)
- Two 5-gal plastic buckets
- Push broom
- Two shovels (plastic snow shovels preferred)
- Tarp (40-foot × 20-foot)
- Two dozen landscape staples (for securing tarp on ground)
- 200-foot tape measure
- Stopwatch
The pans can be large, disposable aluminum baking pans (21 in. × 13 in. × 3 in.). A pack of 20 pans can be purchased for about $50 and can be reused. Fold down the ½ inch-wide rim to prevent litter collecting on the edges. When calibrating tractor-drawn spreaders, the pan should not be more than 4 inches deep; otherwise, the tractor drawbar may overturn or damage the pan. The 40-foot-long tarp will be sufficient to cover the effective swath width and the 20-foot width will give more representative results than a narrower tarp; a medium duty 40-foot × 20-foot tarp can be purchased for about $60. Small and large digital scales can be purchased for less than $40 each. The tape measure and stopwatch (or smartphone) will be required if the tractor pulling the spreader lacks a speedometer.
Calibration steps
- Determine spreader speed: If the tractor has a speedometer or if the spreader is truck-mounted, speed measurement is not required. Perform calibration at the same speed as the actual application. Set up a course 100 to 200 feet long with flags at the starting and finishing lines. The tractor with the spreader in tow (with the spinners turned off) should cross the starting line at the same speed as the actual application speed, maintaining that speed throughout the course, and cross the finish line at the same speed. Speed should be appropriate and safe for ground and machine conditions. If speed is appropriate, note gear number and engine RPM. See Step 1 in the Calibration Worksheet (PDF, 604 KB) for details.
- Approximate effective swath width: Consult the spreader manufacturer’s brochure for effective swath width (Step 3). Effective swath width can vary from 25 feet for dry litter and flat spinners to 35 feet for moist litter and inclined spinners, though high-capacity spreaders with larger discs can cover effective swath widths of up to 50 feet. Assume the total swath width to be double that of the effective swath width.
- Prepare for effective swath width measurement: Lay out pans perpendicular to the direction of travel with the longer dimension of the pan along the direction of travel (Figure 6). Place at least 10 pans in the effective swath width and five more on each side to cover the total swath width. Maintain equal spacing between pans, except to accommodate the tires. Number the pans according to their locations.
- Prepare for application rate measurement: The ASABE Standard recommends measurement of application rate after the effective swath width has been determined, but to save time and effort, effective swath width and application rate should be calculated simultaneously. As shown in Figure 6, place the tarp directly behind the row of pans, centered along the direction of travel. Secure the tarp with landscape staples. Plant flags along the direction of travel and in front of the two pans immediately outside of the spreader track width to ensure that the spreader operator drives across the middle of the row of pans and the tarp without damaging the pans. Collect litter on tarp corresponding to 100% application on pans to calculate application rate for all except pyramid pattern. See Step 8 for pyramid pattern. Sweep away litter to calculate application rate.
- Adjust the spreader: Using the waste analysis report and the North Carolina Realistic Yield Database, determine the target poultry litter application rate. For this application rate, select the gate setting, bed chain speed, and spinner speed from the spreader manual. Spinner and bed chain speeds can be changed only in hydraulic spreaders. Select ground speed based on the operator experience, terrain, type of machine (tractor or truck), and field size and shape.
- Operate the spreader: Drive the spreader across the middle of the row of pans and tarp, taking care not to damage the pans. Turn on spinners about 35 feet before reaching the tarp and continue spreading another 35 feet after crossing the pans to allow the flow and output of the spinner to stabilize before reaching the tarp and to provide sufficient distance to ensure material thrown by the spreader no longer lands in the pans. Repeat litter application on the pans and tarp at least three times. The driver should travel the same direction for all passes (for example, always north to south).
- Determine the spread pattern and effective swath width: Weigh the litter collecting in each pan separately and plot their weights versus pan location using spreadsheet software (for example, Excel) or graph paper. The ASABE Standard requires the pans to be weighed after each pass so that variability among the passes can be determined. To reduce the amount of time required for calibration, weigh the pans after all passes are made. Then, examine litter distribution to determine the spread pattern, the width that receives 100% application, and the effective swath width that receives 50% application. Calculation of these parameters is illustrated in Figure 7, an actual spread pattern modified for clarity.
In Figure 7, the 11 pans in the middle (large green dots) spanning 30 feet receive 100% application (with some fluctuations due to the lumpy nature of litter). The spread pattern in Figure 7 is flat-top, not oval, since the litter weights in the pans outside of the 100% application width decrease linearly, more or less. The average weight of litter in the 11 green pans is about 206 grams; accordingly, to calculate the effective swath width, the 50% application line (maroon dash) is drawn. The distance between the two points where the maroon dashed line cuts the spread pattern is the effective swath width (45 feet). Therefore, the center-to-center distance between adjacent passes should be the same as the effective swath width (45 feet) to obtain the desired overlap. These same calculations can be performed on graph paper, without using a computer, but it is more tedious. The results can also be presented in a table, but it will be more difficult to visualize the results than with a figure. If the spread pattern is poor, troubleshooting may be required. Find potential solutions in the Troubleshooting and General Comments section. - Calculate application rate: Application rate (tons/acre) calculation is shown in Step 3 of the Calibration Worksheet (PDF, 604 KB). As shown in Figure 6 and described in the Calibration Worksheet (PDF, 604 KB), for all spread patterns except pyramid, collect litter accumulating in the 100% application area (based on the average weight of the 11 pans in Figure 6) of the tarp, using a push broom to carefully remove material from outside the 100% application area. For the pyramid pattern, collect all of the litter accumulating in the effective swath width (based on the pan weights).
- Make machine adjustments: If application rate is within 20% of the desired rate, calibration is complete. Even if the difference between the calculated and desired application rates is greater than 20%, no further adjustment or calibration is required if you can reach within 20% of desired application rate by increasing (safely) or decreasing the speed. Otherwise, if the spread pattern is acceptable, change one parameter at a time, for example gate opening or bed chain speed, and repeat Steps 3 through 8.
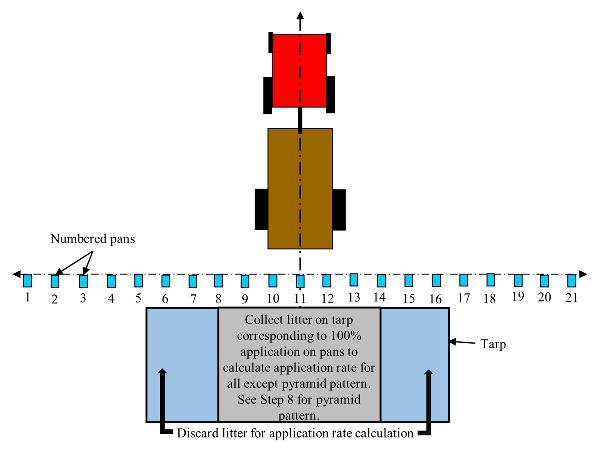
Figure 6. Layout of pans and tarp during spreader calibration. Not to scale.
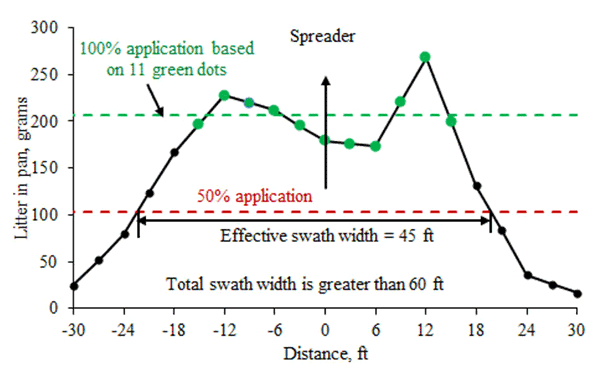
Figure 7. Distribution of litter in pans. Weight in each pan is the total over five passes.
Troubleshooting and General Comments
- Poor spread patterns: If application behind the spreader is too low (for example, in an “M” pattern), to increase application directly behind the spreader, follow these steps one at a time (Stewart and Bandel 2002):
- Move the point of delivery of the litter against direction of rotation. In some spreaders, in which spinners can be moved, this can be achieved by moving the spinners toward the gate.
- Drop the material closer to the edge of the spinner. This may require modification of the flow chute (discussed below).
- Move blade tip backward if the blades are not welded to the spinner.
- If the point of delivery is close to the gate, increase spinner speed, if possible. If the point of delivery is too far away from the gate, increasing the speed will worsen the problem.
If application behind the spreader is too heavy (for example, in a “W” pattern), do the opposite of what is mentioned previously (move the point of delivery away from the gate).
- Unequal deposition on the left and right sides: Aside from wind and slope effects, lack of symmetry of deposition on the left and right sides could be due to several machine factors:
- Blades are bent, broken, missing, or set at different angles.
- The two spinners are operating at different speeds. (Confirm that both spinners are operating at about the same speed under no load conditions using a noncontact tachometer.)
- The flow divider is not providing equal litter loading on the two spinners.
Campbell et al. (2010) installed flow chutes on the spreader in Figure 8 to control delivery of litter on the spinners. They also used an additional divider (Figure 8, painted in blue) to improve litter distribution between the two spinners. While such an additional divider could improve litter distribution between the two spinners, rocks in the litter (common in western North Carolina) could damage the divider or the bed chain.
- Design features that affect spread pattern: The spreader in Figure 9a yielded a flat-top pattern, whereas the spreader in Figure 9b yielded a pyramid pattern with an excessively high application rate directly behind the machine (“W” pattern). The flow divider in Figure 9a has a horizontal angle with an inclined angle welded to its end, unlike the pattern divider in Figure 9b, which does not have a horizontal angle; further, the flow divider in Figure 9a is wider. The wider-angle iron and its design likely made the flow divider in Figure 9a more effective in dropping litter onto the spinners, eliminating dumping of litter directly behind the machine. Based on experience gained while calibrating several spreaders, the flow divider should be as high as the bed of the spreader, which is true for both flow dividers in Figure 9; however, the flow divider in Figure 8 sits lower (even though it is wider than Figure 9b) and lacks the inclined angle that might have diverted more litter onto the spinners. These design features in the Figure 8 flow divider likely resulted in the “M” patterns observed consistently in Campbell et al. (2010). Some litter spreaders have only the horizontal flow divider with no inclined angle or even a vertical lip as in Figure 8, leading to excessive litter application in a very narrow band directly behind the machine. In areas where rocks are present in the litter, some producers remove the inclined angle or the vertical lip to avoid blockages or breakdowns in the field.
- Variability: To reduce variability in litter spreading, consider using the highest acceptable bed chain speed and lowest acceptable gate setting (Ling et al. 1996).
- Type of spinner: Flat spinners produce more uniform application, whereas inclined spinners produce a greater swath width. Swath width will also increase with spinner diameter.
- Spinner speed: Application uniformity and swath width both increase with spinner speed. However, maximum spinner speed should be based on the manufacturer’s recommendation since different speeds will be used for different materials (for example, shavings versus litter).
- Spinner blades or vanes: Application uniformity increases with the number of blades, though there will be an optimal upper limit.
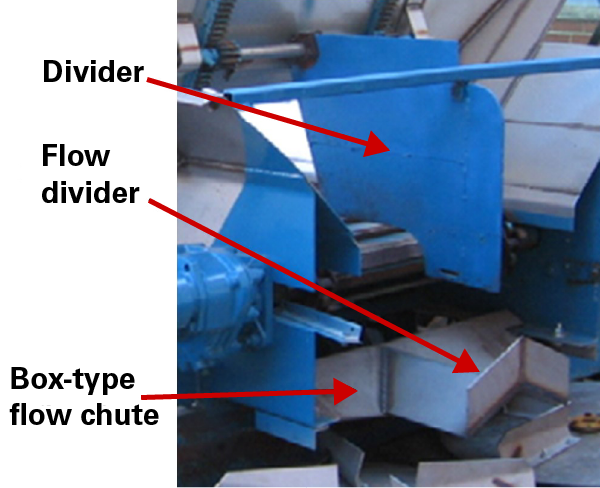
Figure 8. Features that improve uniformity of application and the resulting spread pattern (Campbell et al. 2010).
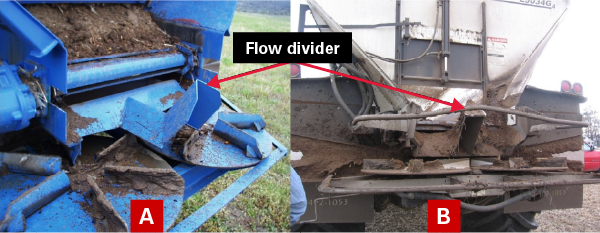
Figure 9. Comparison of two pattern dividers. The (A) spreader has a wider pattern divider at the base, whereas the (B) spreader has a narrower pattern divider.
References
ASAE Standards. 2018. Procedure for Measuring Distribution Uniformity and Calibrating Granular Broadcast Spreaders. St. Joseph, MI: ASABE.
Campbell, C.M., J.P. Fulton, T.P. McDonald, C.W. Wood, W.C. Zech, and P. Srivastava. 2010. “Spinner‐Disc Technology to Enhance the Application of Poultry Litter.” Applied Engineering in Agriculture 25, no. 6: 759–767.
Stewart, L. and V.A. Bandel. 2002. Uniform Lime and Fertilizer Spreading. College Park–Eastern Shore, MD: Maryland Cooperative Extension, University of Maryland.
Crouse, D.A., C.R. Crozier, T.J. Smyth, and K. Hicks. 2019. “Livestock and Poultry Manure Production Rates and Nutrient Content.” In North Carolina Agricultural Chemicals Manual, edited by F. Yelverton et al., 64–67. Raleigh, NC: North Carolina State University.
Mancl, K.M. and J.D. Slates. 2005. “Demonstrating Manure Spreader Calibration at Field Days.” Journal of Extension 43, no. 4: 1–4.
Ling, Q., J.H. Wilhoit, and L.J. Kutz. 1996. Effect of Material Metering on the Performance of a Spinner-Type Spreader Broadcasting Poultry Litter. SAE Technical Paper Series, Paper # 961774. Warrendale, PA: SAE.
Publication date: March 5, 2021
AG-891
N.C. Cooperative Extension prohibits discrimination and harassment regardless of age, color, disability, family and marital status, gender identity, national origin, political beliefs, race, religion, sex (including pregnancy), sexual orientation and veteran status.